剃齿刀是直齿和斜齿渐开线圆柱齿轮的一种精加工刀具
首页技术文章 剃齿刀是直齿和斜齿渐开线圆柱齿轮的一种精加工刀具
是直齿和斜齿渐开线圆柱齿轮的一种精加工刀具。剃齿时,剃齿刀的切削刃沿工件齿面剃下一层薄金属,可以有效的提高被剃齿轮的精度和齿面质量;并且加工效率高,刀具寿命长,大批量生产中等精度圆柱齿轮时应用zui广泛的一种加工刀具。
剃齿刀锻造的设备吨位偏小时,锻打力量不能够传递到中心,致使中心部位的碳化物不能被击碎,偏析程度不能够得到改善。而当锻造设备吨位过大,锻打力度偏大时候又容易出现锻造裂纹。在锻造比小于16时,随着锻造比的增大其碳化物偏析的级别迅速下降,一般取10左右为。适用于制造简单薄饼形状刀具的改锻方法为单向镦粗法,可在钢材的碳化物偏析级别和锻件要求的碳化物偏析级别接近时采用,毛坯长径比一般小于3。单向反复镦拔不会使材料中心的金属流到外层来。可保证表层金属碳化物分布比较细小均匀,适用于锻打这种切削刃齿在圆周表面的刀具。
根据剃齿刀刃尖比端面高11.5HRC的试验结果和脱碳试验的结果,做出以下改善:降低端面硬度:端面硬度控制在6264HRC,从而控制剃齿刀刃尖硬度在要求范围以内;降低剃齿刀表面脱碳程度,保证剃齿刀在每个班次脱氧后30min内进炉,降低表面脱碳,提高剃齿刀热处理质量;鉴于剃齿刀金相检验发现碳化物堆积级别超标的情况,一方面和高速钢供应商交涉要求降低原材料碳化物堆积程度,保证碳化物均匀度;一方面根据我厂自由锻的设备的具体情况,对于我厂各种型号的剃齿刀其下料后锻打时锻造比控制在58范围内为宜;鉴于剃齿刀毛坯混料严重的现状,重新提料生产剃齿刀以供客户使用。在提料过程当中,毛坯检验确认合格后应当做好标识,避免加工过程中与在制品混料,冷热工艺员全程跟踪加工过程,确保产品质量。
相关内容

对民营科技与中关村创业文化形成与发展的思考
中关村科技创业者相伴相随整整...
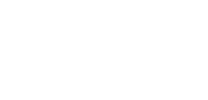
齿轮加工刀具剃齿刀的工作原理
工作时被剃齿轮装在心轴上,顶在机床工...
中国国家铁路集团有限公司
新华社北京12月7日电 近日...
资讯_开发频道_天极网
2026年1月28日消息,昨...
从“前奥运”到“后奥运”
2008年北京奥运会已经结束...
剃齿刀算双刃刀吗
剃齿刀不算双刃刀,因为剃齿刀和双刃刀...
【剃齿刀】_剃齿刀价格_批发供应商-搜了网 _第6页
东莞鼎鑫数控刀具回收公司联系...

【奇锋工具 图 剃齿刀加工工艺 嘉兴剃齿刀】价格厂家插、-搜了网
盘形剃齿刀的主切削刃是剃齿刀...
剃齿刀是直齿和斜齿渐开线圆柱齿轮的一种精加工刀具
首页技术文章 剃齿刀是直齿和...
奥运历史回顾
夏季奥运会,简称奥运会,为有...